

Bag Handling
Case & Tote
Pallet & Unitized Loads
Heavy Industry & Automotive
Control Products




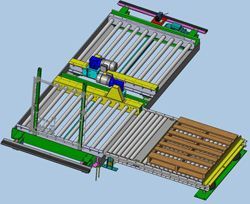
High speed manual palletizing system featuring a low profile dual deck Smart transfer car, automatic pallet dispenser, and zero pressure accumulation to reduce labor, improve ergonomics, lower maintenance costs, and streamline pallet handling operations.

A vehicle manufacturer was looking for a new method to deliver materials for the assembly of vehicles to four parallel assembly lines. IK developed, engineered, and implemented an overhead pallet conveyor system that provided great benefits to the vehicle manufacturer.
